もっと詳しく!段ボールシートをつくる(貼合工程)
貼合工程では、中しん原紙を波形に成形した後、裏ライナと貼り合わせて片面段ボールを作り、その片面段ボールに表ライナを貼り合わせ、けい線入れ・切断を行い、所定寸法に断裁した「段ボール」を生産します。
(1)コルゲータ

全長70〜100mの機械で、以下のような装置で構成されています。
全体図
ウエットエンド

ドライエンド

1.ミルロールスタンド
原紙を装着する装置で、現在使用している原紙と次に使用する原紙の準備のため、各ライナ、中しん原紙に対して2台ずつ設置されています。この装置においては、原紙着脱の迅速性とともに、テンションコントロール構造もまた重要な要素です。
2.オートスプライサ
原紙を自動的に継ぎ合わせる装置で、原紙を使い切ったとき、あるいは異なる種類・紙幅の原紙にオーダーチェンジするとき、運転速度をほとんど落とすことなく紙継ぎを行います。
3.シングルフェーサ
中しん原紙を波形に成形し、段頂に接着剤を塗布した後にライナと貼り合わせて片面段ボールを製造する装置で、コルゲータの中枢をなしています。従来は、段成形された中しん原紙を段ロールから離れないように案内するために、フィンガープレートを備えたフィンガー方式が使用されていましたが、現在では、フィンガープレートを使用しないフィンガレス方式が主流となっています。
また、段成形された中しん原紙と裏ライナを接着させる方法としては、プレスロールタイプが主流でしたが、品質面、能力面から近年はベルト圧着機構のベルトプレスタイプに転換され、線圧着から面圧着になることで段頂の損傷やプレスマークが少なくなり、さらに圧着時間が延びることで速度アップも可能となりました。
シングルフェーサの圧着機構には、次のような種類があります。
また、段成形された中しん原紙と裏ライナを接着させる方法としては、プレスロールタイプが主流でしたが、品質面、能力面から近年はベルト圧着機構のベルトプレスタイプに転換され、線圧着から面圧着になることで段頂の損傷やプレスマークが少なくなり、さらに圧着時間が延びることで速度アップも可能となりました。
シングルフェーサの圧着機構には、次のような種類があります。
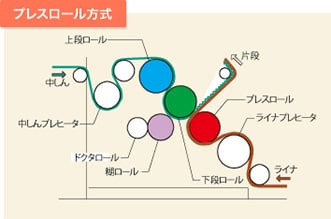
1995年までは、国内の主流となっていました。上段、下段ロール、プレスロールがあり、接着は線圧着となります。
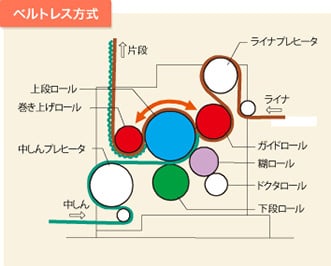
2本のプレスロール(ガイドロール・巻き上げロール)で圧着することで、プレスマークを少なくするとともに、2本のロール間で片段を上段に押さえつけて接着させています。
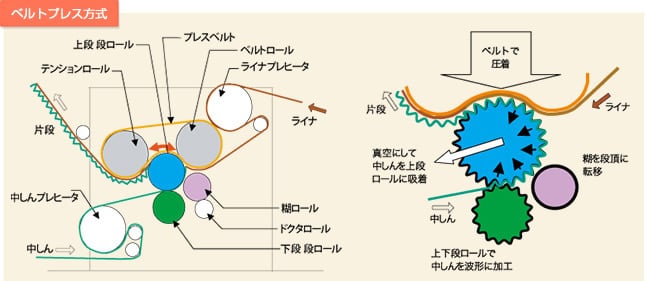
ベルト圧着により、隙間調整が不要、面圧着によりプレスマークが解消されました。
4.ライナーカット装置
市場にて内容物を取り出す際に段ボール箱を開梱するための加工を施す装置で、Bフルートシングルフェーサ手前にて下図のような刃物を用いて、裏ライナのみにミシン目状の切り加工を行います。

5.ブリッジ
シングルフェーサで作られた片面段ボールを乾燥させ、かつシングルフェーサ、ダブルフェーサの種々な要因による速度変動に対してバランスをとるために必要な片面段ボールを溜めます。
6.グルーマシン
ダブルフェーサの入口直前で片面段ボールに接着剤を塗布する装置です。
従来は、糊付け部を通過する片面段ボールと糊ロールとの間隔の調整には、ライダーロールが採用されていましたが、バネ板で片面段ボールを押さえ、紙質の差による微妙な間隔調整が不要で、段潰れがない均一な糊塗布が可能な装置が採用されるようになってきています。
また、糊の塗布量が速度に応じて自動的にコントロールされる装置なども設置されています。
従来は、糊付け部を通過する片面段ボールと糊ロールとの間隔の調整には、ライダーロールが採用されていましたが、バネ板で片面段ボールを押さえ、紙質の差による微妙な間隔調整が不要で、段潰れがない均一な糊塗布が可能な装置が採用されるようになってきています。
また、糊の塗布量が速度に応じて自動的にコントロールされる装置なども設置されています。

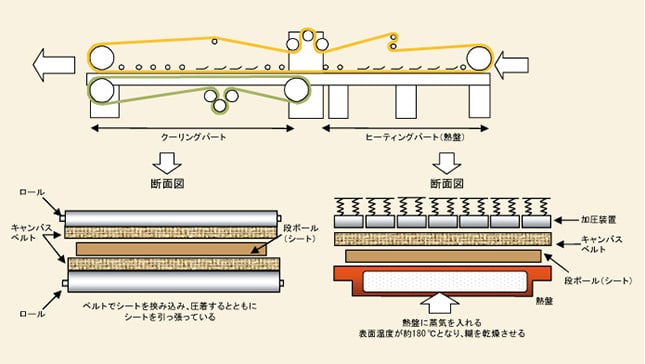
7.ダブルフェーサ
ヒーティングパートとクーリングパートで構成され、グルーマシンにて接着剤を塗布した片面段ボールとライナを密着させつつ、両面または複両面段ボールを完成させるとともに、これを安定した状態でカットオフまで搬送します。
8.カットテープ装置
段ボール箱の開梱や手掛け穴補強などの目的のため、段ボール箱の内側となる部分にテープを貼り付ける装置です。
9.スリッタースコアラ
ダブルフェーサで貼り合わされた段ボールを、進行方向と平行に切断し、けい線を入れる装置です。抜き加工をする段ボールにはけい線は入れません。コンピュータによる生産管理装置により、次のオーダーに瞬時に自動で切り替わります。

10.カットオフ
回転する刃物により、貼り合わされた段ボールを進行方向に対して直角に所定の長さに切断する装置です。スリッタースコアラと同様に、コンピュータによる生産管理装置により瞬時に次のオーダーに自動で切り替わります。段ボールの切断は、通常は走行しているシートを所定の長さに切断します。またプレプリントの場合はカットマークを基準に切断します。

11.ダウンスタッカ、アップスタッカ
切断された段ボールを所定の枚数に積上げて排出する装置です。スタッカの種類には、上から降下するダウンスタッカ、下から上昇するアップスタッカ、交互反転する半自動タイプなどがあります。
(2)生産管理装置

コルゲータの生産管理は、一般的にコンピュータによりなされており、自動運転となっています。近年は、日々の生産計画情報やオーダー替えの制御以外にも、原紙の紙幅や坪量などによって速度に応じたブレーキ量、各種ロールの間隔及び熱量などを調整し、常に安定した品質の段ボールを生産するための制御を行っています。
張力(テンション)コントロール
紙継ぎや速度昇降時など原紙の極端な張力変動を検出し、正常な張力に制御します。
紙継ぎ検出
スプライサにて原紙を次オーダーに切替える際に、必ず発生する紙継ぎ箇所を自動検出し、除去信号を発します。
段成形不良検出
原紙の張力や紙継ぎ、機械的不備などが原因でシングルフェーサにて発生する中しん原紙の段成形不良を検出し、除去信号を発します。
不良除去(リジェクト)
コルゲータの上位側で検出した各種異常やオーダー替え部分をスタッカ手前で自動除去します。
(3)貼合用接着剤
波形に成形した中しん原紙の段頂に表裏ライナを貼り合わせるための接着剤で、でん粉(一般的にはコーンスターチ)を主成分として調製されます。ここで使用されるかせいソーダは、でん粉の糊化温度を下げ、ほう砂、または、ほう酸はでん粉接着剤に粘度と初期接着時の粘着性を付与します。
製糊方式には様々な方式がありますが、一般的な貼合用接着剤の製糊方式は下記の通りです。
製糊方式には様々な方式がありますが、一般的な貼合用接着剤の製糊方式は下記の通りです。

NEXT
(段ボール箱をつくる)






